开源AI预警:思通数科0成本构建气体泄漏防御网
2025-06-23 10:27
89
0
文章标签:
AI视频监控
应用场景
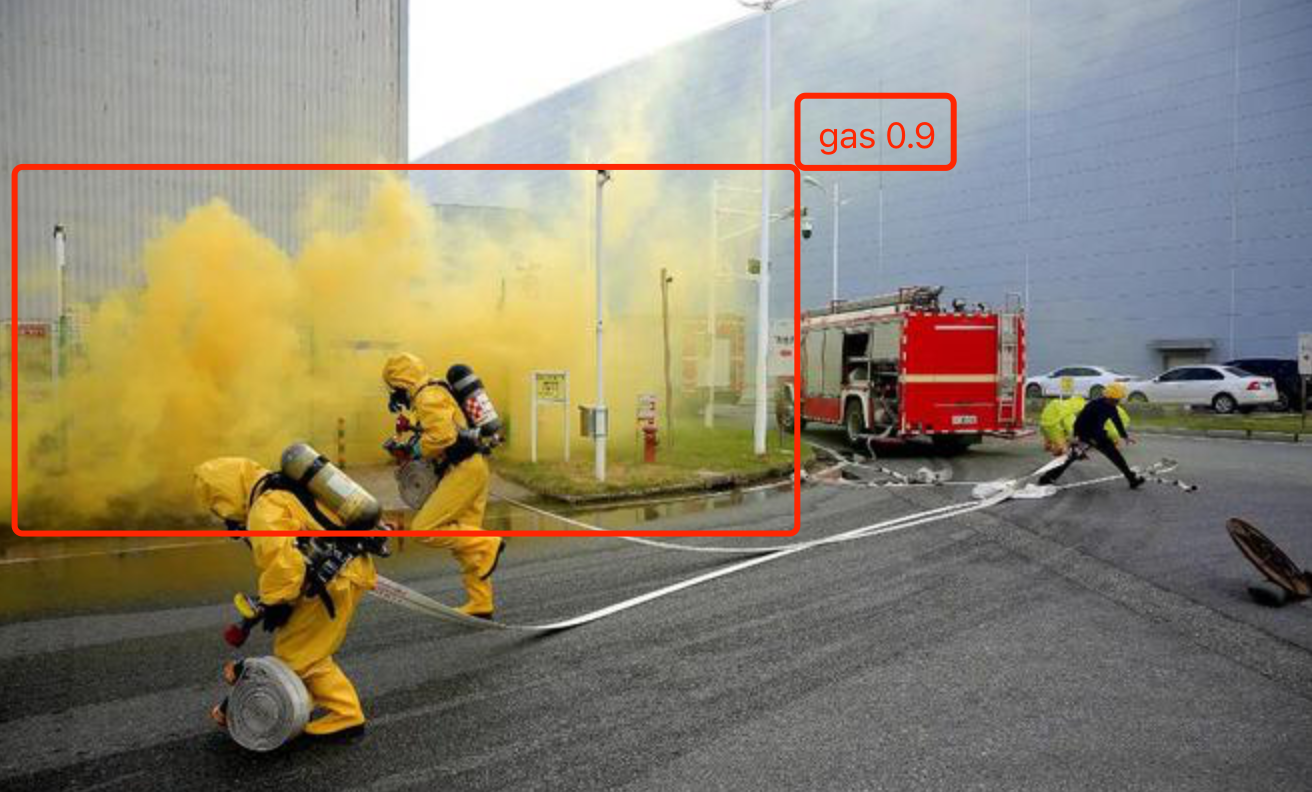
在大型生产基地中,以下区域需重点部署气体泄漏监测系统:
1.生产车间:化工反应釜、管道接口、储气罐周边等易泄漏点。
2.能源供应区:燃气锅炉房、天然气调压站、燃料存储区。
3.食堂后厨:燃气灶具、液化气罐存放点。
4.实验室/危化品仓库:有毒/易燃气体(如氨气、氯气、甲烷)存储与使用区域。

解决方案
目标
▶ 实时精准检测危险气体浓度,秒级触发报警,阻断安全事故链。
▶ 构建“零盲区”监测网络,保障人员安全与生产连续性。
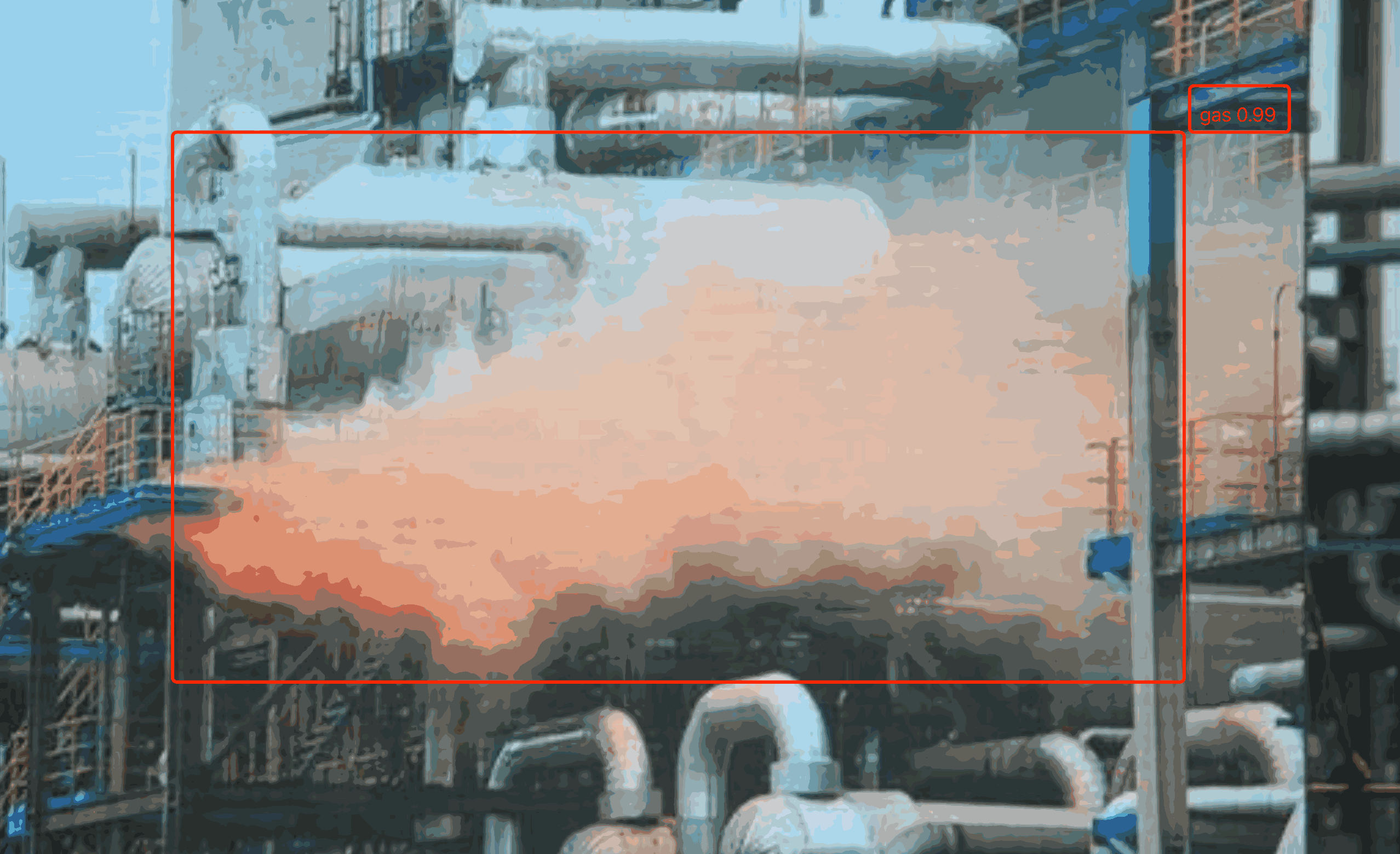
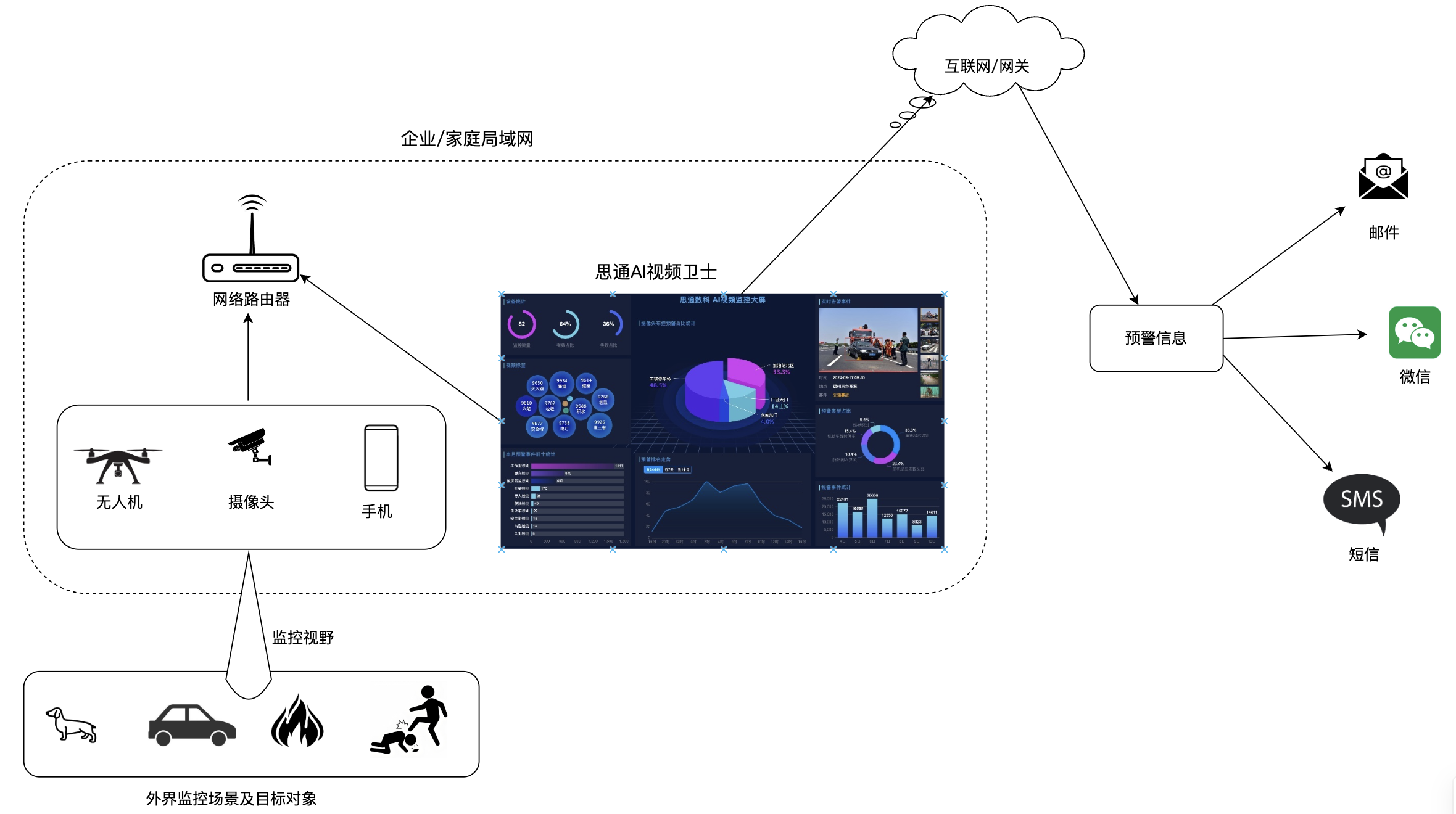
技术实现
场景化应用案例
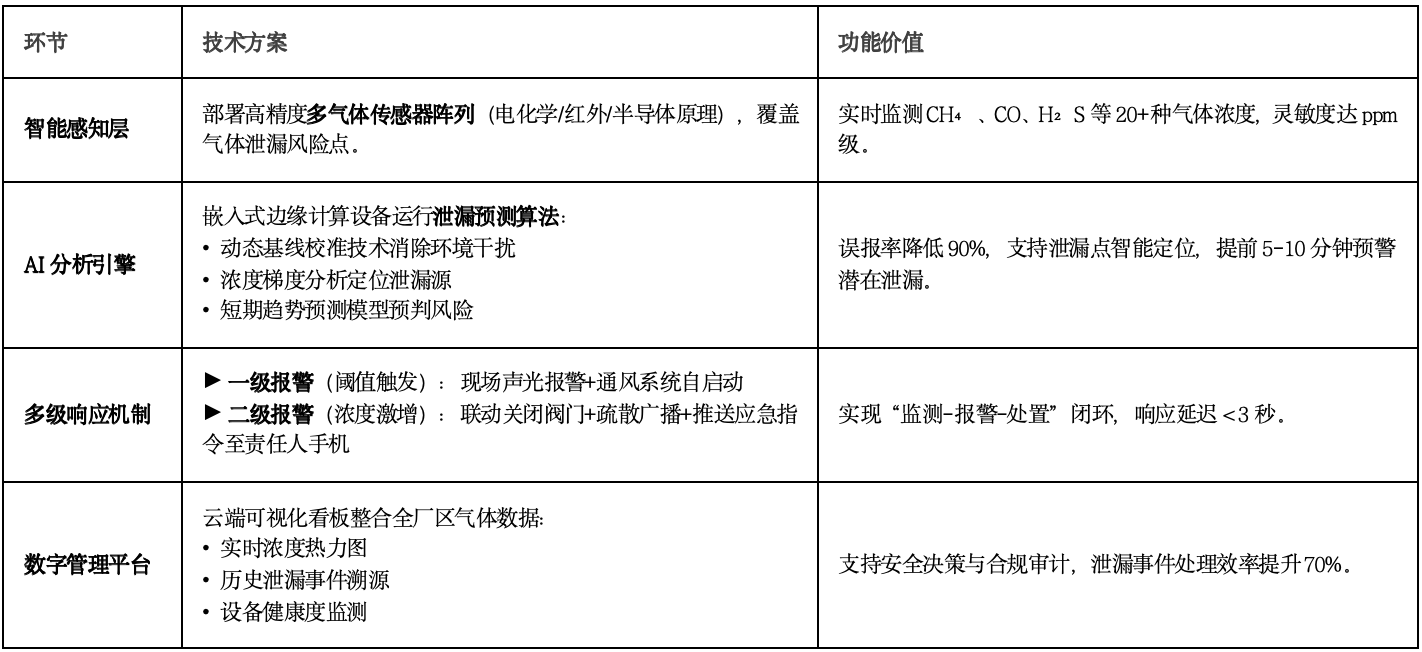
1.储罐区泄漏应急:
传感器检测到苯蒸气浓度超标→AI算法确认泄漏扩散路径→自动关闭上下游阀门并启动喷淋系统→同步向应急小组推送泄漏坐标与疏散范围。
2.食堂燃气安全保障:
夜间非作业时段检测到甲烷异常累积→触发防爆风机强排→报警信息直达值班室大屏及安保人员移动终端→避免爆炸风险。

方案核心优势:
✅ 无视觉依赖:在黑暗、烟雾、蒸汽遮挡环境下稳定运行。
✅ 预测式安防:从“事后报警”升级为“事前预警-事中阻断”主动防御。
✅ 系统融合能力:无缝对接消防系统、门禁控制及生产MES系统,支持定制化应急流程。
技术参数亮点:
检测精度:±1% FS(全量程)
报警响应:≤2秒
网络可靠性:支持LoRa/5G双链路冗余传输
防护等级:IP68传感器(适用于防爆/高湿环境)
联系我们(同微信):13913853100(请备注您咨询的产品是AI视频监控)

如需转载本文请注明来源:思通数科技术博客, 原文地址:http://blog.stonedt.com/article/232



全部评论